
Brandix, MAS, and Hidaramanis, three of Sri Lanka’s top apparel manufacturers, are developing ‘smart clothing’ – the market for which is set to boom – by funding joint research projects with SLINTEC, a government-sponsored nanotechnology outfit.
The Sri Lanka Institute of Nanotechnology (SLINTEC) was set up in 2008 as a public-private partnership between the government and five big private sector companies who will commercialise products the R&D yields. Two come from the apparel industry, Brandix and MAS. The others are Dialog Axiata, Hayleys and Loadstar. Nanotechnology involves making things so small that their properties change and can be modified. A nanometre is one-billionth of a metre, or almost a hundred-thousandth the width of a human hair.
SLINTEC’s research into textiles focuses on high-end fabric, ‘smart’ yarn and other technologies aimed at improving the competitiveness of the island’s apparel industry, such as material that lasts longer, is durable and self-cleaning. According to Professor K.M. Nalin de Silva, Science Team Leader at SLINTEC, nanotechnology can help meet the demand for ‘comfort materials’ and materials for newer applications.
A range of smart textiles is being developed worldwide, including those that interact with the surroundings, react to external stimuli and store and release energy, and are conductive and connect via electronics. At a time of climate change, with scarcity of power and growing water shortages, people are demanding apparel that’s more comfortable in extreme weather conditions and those with self-cleaning fabrics or where frequency of washing can be extended. SLINTEC’s research is trying to develop textiles to meet these requirements.
“If you don’t incorporate technology, you’ll stagnate and lose markets to others who do.”The R&D initiative comes at a time the apparel industry is in some difficulty and aims to seize the opportunity provided by textiles going hi-tech. Apparel exporters now face heightened competition from other countries like Bangladesh where garment manufacturing is cheaper because of lower labour and energy costs. The loss of the GSP Plus duty free access to the European Union led to a downturn in orders for some of the smaller players and factory closures. The big manufacturers, especially those with niche market products like lingerie and those supplying big Western brands, have not been as badly affected.
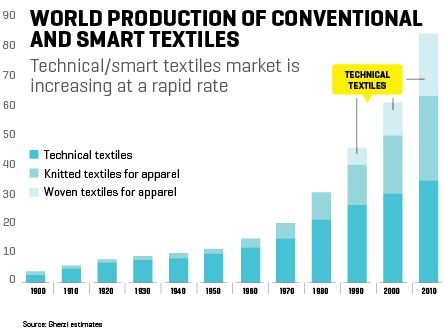
 But the development of smart or ‘technical’ textiles will enable apparel manufacturers to sell ‘value-added’ products – better quality clothing that will be more in demand and which will yield higher profit margins. While the market for woven and knitted textiles used in the apparel industry will continue to rise at its usual pace along with the increase in global population, the market for smart clothing is forecast to rise much faster. “In kitted and woven textiles, there’s not so much growth but the market for smart textiles is increasing and going up exponentially,” de Silva says. Right now smart textiles are expensive, their availability is limited and they are not practical for every-day use.
But the development of smart or ‘technical’ textiles will enable apparel manufacturers to sell ‘value-added’ products – better quality clothing that will be more in demand and which will yield higher profit margins. While the market for woven and knitted textiles used in the apparel industry will continue to rise at its usual pace along with the increase in global population, the market for smart clothing is forecast to rise much faster. “In kitted and woven textiles, there’s not so much growth but the market for smart textiles is increasing and going up exponentially,” de Silva says. Right now smart textiles are expensive, their availability is limited and they are not practical for every-day use.
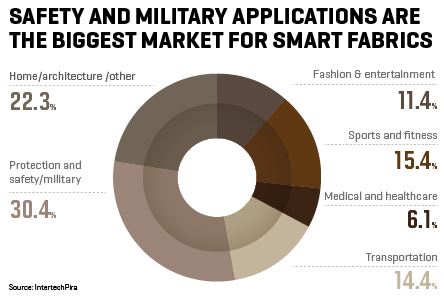
The present size of the global smart fabrics and interactive textiles market is estimated at around US$1 billion, which will grow to US$ 2.6 billion by 2017, according a report by Global Industry Analysts. “Growth in the market is set to be predominantly driven by radical developments in material science and fibre technologies, i.e. nano-fibres, conductive pressure-sensing fabrics and other hybrid fabrics, growing miniaturization of electronics, increasing use of electronic textiles in emerging generation of wearable computing smart products and rapid expansion into newer application areas,” it says. The continued fall in prices of electronic components and textile materials, advancements in micro electronics and nanotechnology, and special requirements of specific end-users, will drive growth in this business. Biomedical applications in the US are one of the fastest growing end-use sectors. In the military end-use market, demand for smart fabrics and interactive textiles will come from the requirement for better protective clothing, blankets and camping equipment. In 2011, protection and safety and military applications accounted for the largest share of end-use markets for smart fabrics by value (30%), followed by home use and architecture and sports and fitness.
Investments, including venture capital funds, in smart fabrics and interactive textiles market are expected to increase in the next few years, as “commoditization in the conventional textile industry begins to clog distribution networks and supply chains and constrict profit margins, forcing textile manufacturers to look for newer ways to beat competition,” the Global Industry Analysts report says. Developing countries with high levels of industrialization will gain market share especially in the field of technical textiles.
The global market for smart textiles could be even bigger than envisaged, if they can be made cheaper, more widely available and, most importantly, practical to wear. “We’re trying to make textiles that are affordable,” de Silva explained. “High-end textiles are now expensive, like the designer-wear with technology embedded in clothing. We need to go for textiles which are affordable to the masses.” In the healthcare field globally, current research into smart textiles includes shirts with smart sensors that can measure, transmit and record key health indicators of the wearer such as heart rate, respiration, skin temperature and posture. High potential in sports clothing has drawn sports wear manufacturers like Nike, which has wearable safety gear for runners – an arm band embedded with soft light which is comfortable and affordable. Australian science agency, the Commonwealth Scientific and Industrial Research Organisation, is developing wearable body mapping garments for assessing and improving sports performance. It has developed an interactive sleeve – a material with sensors that gives athletes real-time feedback on their movements, such a basketball player’s goal shooting skills.
While use of smart textiles is no longer new, there is growing demand for hi-tech, low cost materials with self-cleaning properties as well as manufacturing methods that reduce energy and water consumption. Nanotechnology can combine various characteristics like water repellent properties, and anti-bacterial and mould protection. SLINTEC’s ongoing client-based research initiatives with Brandix, MAS and Hiradamani cover some of these areas. The institute does not release details of the work at this stage as it signs non-disclosure agreements with private sector partners before embarking on R&D projects. One project is to find ways to add self-cleaning properties to garments by using nanotechnology to harvest light energy from the sun and degrade organic pollutants. The R&D into the use of photocatalytic nanomaterials to modify textile fibre surfaces and give them self-cleaning abilities aims to find a method that is commercially feasible and a material that is efficient.
“We’re developing technology that can permanently embed Titanium Dioxide in to fabric,” de Silva says. This can provide many benefits – removing odours and stains, providing protection against the harmful (ultraviolet) rays of the sun, and removing what are known as VOCs (volatile organic compounds) and nitrogen oxides, toxic chemicals found in household cleaners that are considered major contributors to air pollution. Titanium Dioxide is a material commonly found in sunscreen and paint and, used as a photocatalytic nanomaterial, can oxidize or burn pollutants, breaking pollutants down into harmless carbon dioxide and water molecules, making the air more purified. “It means the fabric you wear is able to clean the environment as well,” says de Silva. SLINTEC has already got a patent for its self-cleaning fabrics. SLINTEC is also working on developing something known as external response stimuli yarn – material that can undergo changes on application of external stimuli – with the US firm Invista, owner of the Lycra fibre brand and one of the world’s largest producers of fibres and fabrics. These are new materials that vary their shape or produce mechanical power in response to external stimuli such as heat and light and which can be used to achieve complicated movements like swimming.
Another area of research aims to improve production processes in textile manufacturing which is both water and energy intensive. With shrinking water supply and increasing industrial water demands, apparel exporters are looking for more efficient and cleaner manufacturing processes. “There’s concern about the dying process which uses huge amounts of water which end up in sludge and is deposited in local land fills,” says de Silva. “We’re looking at more efficient dying processes.” These novel textile processing techniques use ultrasound technology aimed at improving energy efficiency and using less water intensive production methods.
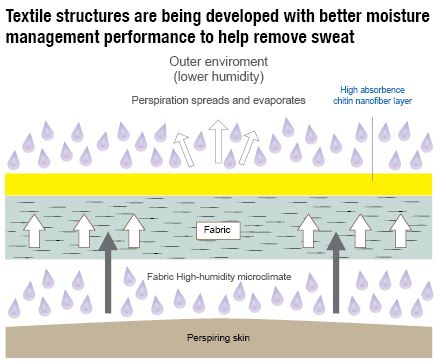
From a Sri Lankan consumer perspective, one of the most interesting initiatives underway is advanced clothing moisture management for which SLINTEC has a patent pending. Ordinary textile fibres and structures have limited moisture management capabilities.
The new garments being developed have improved moisture management properties – for evaporation of sweat – and would be particularly useful in hot, humid countries like Sri Lanka. They improve the ability of textiles to absorb sweat, transport it to the outside and release it into the surrounding air – in effect improving the breathability of the textile – lessening the discomfort caused by damp clothes and boosting the wearer’s comfort. “There’s huge demand for better moisture management fabric,” says de Silva. He says SLINTEC sees great potential in health care fabrics – fabrics which can release vitamins or other drugs to the body – as well as energy storing textiles, those that monitor temperature, and pressure sensing textiles.